Cylinderborrning & honing
Meksta borrar och honar cylindrar till överdimension med toleranser ner till tusendels millimeter. Alla typer av motorblock, från vardagsmotorer till performance-byggen.
Vad är cylinderborrning?
Cylinderborrning innebär att cylinderloppen i motorblocket borras upp till en större diameter (överdimension) och sedan honas för att ge rätt ytfinhet och kryssmönster för nya kolvringar. Det är en central del av en motorrenovering och krävs när cylindrarna har för stor ovalitet, taper eller slitage.
Grunden i varje motorrenovering
Drar motorn olja? Blå rök vid gaspådrag? Ofta sitter problemet i cylindrarna. När de slits blir de ovala och koniska, vilket leder till förlorad kompression och ökad oljeförbrukning. Genom att borra om cylindrarna till överdimension och montera överstora kolvar återställs motorns ursprungliga täthet och effekt.
All cylinderborrning utförs i vår maskinverkstad söder om Stockholm med Berco ACP 151. Repeaterbarheten ligger på tusendels millimeter. Varje cylinder i ditt block får exakt samma mått och ytfinish, vilket är avgörande för jämn motorgång.
Honing: precision som gör skillnad
Vid honing ställer vi in önskad slutdimension och ytfinish. Maskinen arbetar sedan och stannar när målet är uppnått. Detta eliminerar manuella mätfel och ger ett resultat som är konsekvent från cylinder till cylinder.
Ytfinishen, de mikroskopiska mönstren på cylinderväggen, är lika viktig som själva dimensionen. En korrekt honad yta har korsande linjer i rätt vinkel (oftast 45-50 grader) som skapar fickor där motoroljan samlas. Denna oljefilm är det som smörjer kolvringar mot cylinderväggen och förhindrar torrgång.
När behövs cylinderborrning?
Vanliga anledningar till att cylinderborrning behövs:
Förlorad kompression
När kompressionstrycket varierar mellan cylindrar eller är generellt lågt kan slitna cylindrar vara orsaken.
Oljeförbrukning
Slitna cylindrar låter olja passera förbi kolvringarna och förbrännas i förbränningsrummet. Resultatet är blå rök.
Skador på cylinderväggen
Repor från losstagna kolvringar, överhettning eller främmande föremål i cylindern.
Ovalitet
Med tiden slits cylindrarna ojämnt och blir ovala. Kolvrinnarna kan inte längre täta ordentligt.
Cylinderfodring
Ibland är cylindrarna så slitna att det inte räcker att borra om till nästa överstora mått. Då pressar vi i nya cylinderfoder, tunna hylsor av gjutjärn som ger en ny cylinderyta att borra och hona. Detta är vanligt på aluminiumblock och äldre gjutjärnsblock där man redan nått sista övermåttet.
Cylinderfodring är också nödvändig på vissa moderna aluminiumblock där beläggningen skadats. Vi pressar i gjutjärnsfoder och borrar till rätt dimension.
Blocktyper vi arbetar med
Vi borrar och honar cylindrar i alla typer av motorblock:
- Gjutjärnsblock (de flesta äldre och många moderna motorer)
- Aluminiumblock med gjutjärnsfoder (vanligt på moderna bilar)
- Aluminiumblock med cylinderfodring
- Specialblock för racing (Dart, Brodix, etc.)
- Dieselblock med våta och torra foder
- MC-cylindrar och mopedcylindrar
Vår utrustning för precision
Rätt maskiner gör skillnaden mellan en bra och en perfekt borrning. Vi har investerat i utrustning som ger oss full kontroll:
- Berco ACP 151 - precisionsborrmaskin för raka block och V-konfigurationer. Hanterar allt från små 4-cylindriga block till stora V8- och V12-block.
- MAS MT32CNC - CNC-svarv för borrning av små cylindrar. Perfekt för moped, MC och specialmotorer.
- Sunnen CK10 - honingsmaskin för MC- och mopedcylindrar.

Vanliga kombinationer
Cylinderborrning kombineras ofta med andra tjänster:
Cylinderborrning + honing
Standardkombinationen vid renovering eller ändring till överstor kolv.
Cylinderfodring
När cylindern är för sliten för omborrning eller behöver återställas till originaldiameter.
Linehoning / AR-borrning
Säkerställer att huvudlagersätena i blocket är raka och runda. Kritiskt vid höga effekter.
Stressborrning med stressplate
En stressplatta simulerar det tryck topplocket utövar på blocket under drift. Ger exakt cylinderform i monterat tillstånd.
Vad kostar cylinderborrning?
Priserna beror på cylinderdiameter, antal cylindrar och blocktyp. Nedan visas riktpriser exkl. moms. För exakt pris, kontakta oss med ditt motorblock.
Raka block: 50-100 mm
| Antal cyl | Pris |
| 1 cyl | 1 505 kr |
| 2 cyl | 2 468 kr |
| 3 cyl | 3 308 kr |
| 4 cyl | 4 148 kr |
| 5 cyl | 4 865 kr |
| 6 cyl | 5 793 kr |
| 8 cyl | 6 598 kr |
V-block: 50-100 mm
| Antal cyl | Pris |
| 1 cyl | 2 590 kr |
| 4 cyl | 4 743 kr |
| 6 cyl | 5 653 kr |
| 8 cyl | 6 038 kr |
Större cylindrar & special
| Tjänst | Pris |
| Alla amerikanska V8 personbil | 5 250 kr |
| Mopedcylinder | 788 kr |
| 2-takts MC-cylinder | 1 278 kr |
Alla priser exkl. moms. Stressborrning med stressplate tillkommer. Se komplett prislista med alla dimensioner
Beställning & leverans
Beställ via vårt offertformulär. Ladda upp bilder, ange motorkod och beskriv önskat arbete. Vi återkommer med ett fast prisförslag och uppskattad ledtid. Vi tar emot block från hela Sverige via frakt.
Så går cylinderborrning till
Från mätning till färdig cylinder. Varje steg utförs med precision.
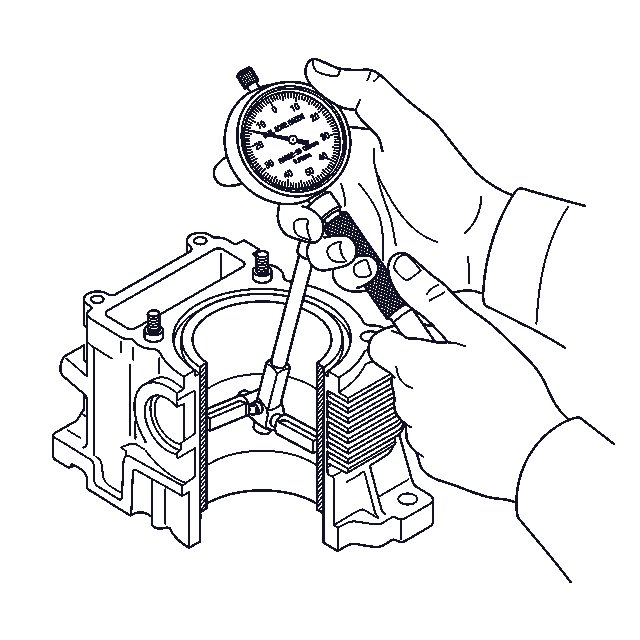
Tvätt & mätning
Motorblocket högtryckstvättas i hetvattentvätt och cylindrarna mäts med indikatorklocka på tre nivaer för att fastställa slitage, konvalitet och vändkanter. Därefter väljs passande överdimensionskolvar.
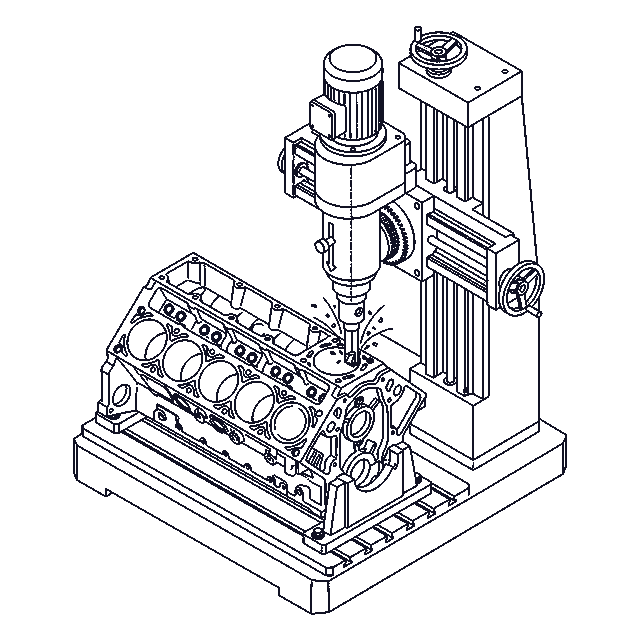
Borrning
Blocket spänns upp i vår Berco cylinderborrmaskin. Vi ställer in exakt center på cylindern och borrar upp den med hårdmetallskär till strax under färdigt mått, anpassat för de nya kolvarna.
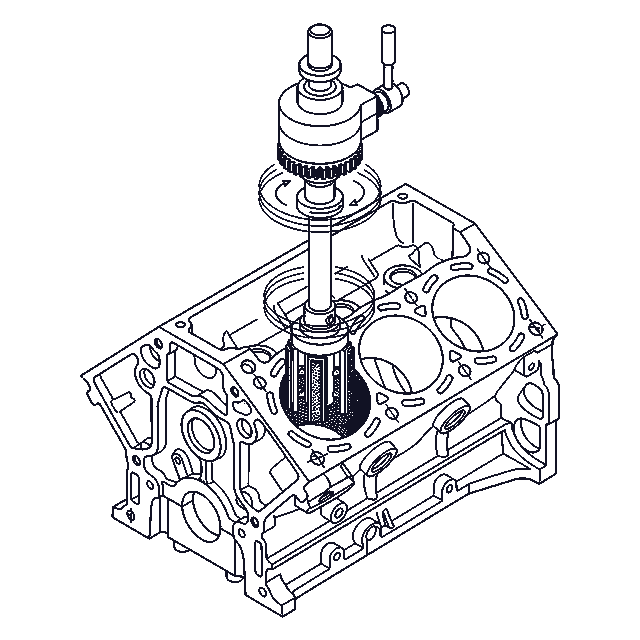
Honing/Höning
Den sista finjusteringen görs genom honing med diamantstenar i vår honingsmaskin. Detta skapar även den rätt kryssmönsterprofil (crosshatch) på cylinderväggen som är avgörande för att kolvringarna ska smörjas och täta korrekt.
Slutkontroll
Varje cylinder mäts återigen och toleranserna kontrolleras med precision mot kolvarna. Toleransen anpassas efter motortyp - en smidd kolv för överladdning kräver större spel än en gjuten originalkolv.
Räkna själv
Använd våra gratis verktyg för att räkna på ditt projekt innan du hör av dig.
Vanliga frågor om cylinderborrning
Behöver dina cylindrar borras om?
Skicka ditt motorblock till oss eller boka in en inspektion. Vi bedömer och ger dig en offert.
Vanliga motorer vi renoverar
Se vad en renovering innebär för just din motor - priser, vanliga fel och specifikationer per motorfamilj.